i-CTMP
Chemical Thermal Mechanical Pulping (CTMP) Process
New generation of Chemical Thermal Mechanical Pulping (CTMP) process technology. Yunda’s i-CTMP pulping system is an new generation of Chemical Thermal Mechanical Pulping (CTMP) process technology. Compared with the traditional CTMP process, i-CTMP has many advantages, such as lower investment cost, better flexibility with variations in raw materials, good pulp quality and low production cost.
Case
400t/d Bamboo Fiber i-CTMP Project

Chemical Thermal Mechanical Pulping (CTMP) process
Raw materials like chips, first enter Chip Receiving Bin via Cabin Feeder, and are then discharged via Metering Screw into Chip Washer where sands and dirties are removed. After the washer, the chips are pumped into a Dewatering Screw to remove the excess water. The dewatered chips are sent to a Pre-steam Bin to be steamed and moisturized, and then conveyed to a Plug Screw Feeder via another metering screw before being fed into Pre-Heating Tube. The Plug Screw Feeder helps to form a stable plug and seal high pressure saturated steam inside the Pre-Heating Tube, where the chips are softened. The softened chips then enter a equalizer bin before being fed into Thermal Shredder system.
The softened chips are first fed into a Ribbon Feeder through a side feeding screw, and then pushed into thee thermal shredder, where the chips are shredded and kneaded into uniformed hair-like shreds. When needed, chemicals can be added into the shredder. The hair-like shreds produced have large specific surface areas and uniformed shape and size, both of which make them easy receive chemical treatments. After Thermal Shredder, the shreds are blown, to Cyclone Separator, where part of steam is separated from the shreds and recovered, and the shreds are sent to HC tower.
The HC Tower is another key equipment of i-CTMP system, where the chemically treated shreds are retained and allowed to complete the chemical reactions. After the HC tower, the shreds are diluted and then washed using MC pump and dewatering presses. The washed shreds are then diluted in a Latency Chest to remove latency and then refined using Low Consistency Refiner to produce pulp with targeted freeness and pulp quality. After refined, the pulp stock are screened using pressure screen to remove shives and fiber bundles. Screen accept is sent to Gravity Disc Thickener for thickening and then transported to a storage tower, ready for paper mill to use.
History of BCTMP Development: -by Eric C. Xu (Ph. D.) View PDF
Main Applications of Chemical Mechanical Pulp as follows:
- Newsprint: Mechanical Pulp、Chemical Mechanical Pulp、Deinking Pulp
- Super Calendered Paper: Chemical Mechanical Pulp、Deinking Pulp
- Light Weight Coated Paper: Bleach wood Pulp、Chemical Mechanical Pulp
- Light Weight Offset Paper: Bleach wood Pulp、Chemical Mechanical Pulp
- Tissue Paper: Bleach wood Pulp、Chemical Mechanical Pulp、Deinking Pulp
- Ivory: Medium 100% Chemical Mechanical Pulp
- Packaging:Chemical Mechanical Pulp replaces 11# AOCC
- Pulp Molding、Fluff Pulp
- And other special applications, such as fibre cement board, etc.
Why do we need chemical mechanical pulp ?
- Different pulps needed for paper making.
- HWD HYP has different pulp properties from HWD CP.
Higher bulk and higher optical properties. - There are also synergies between HWD HYP and CP pulps:
*combined pulp has better bulk, tensile and optical properties.
- Small - large capacity (100 to >500 t/d).
- Lower capital/investment cost.
- Higher return from wood resource (higher yield...)
- Hardwoods are easy to react with chemicals.
- Hardwoods need chemical treatment to develop strength.
- Process is very flexible.
“Flexible” means it can use different raw materials andproduce different products.
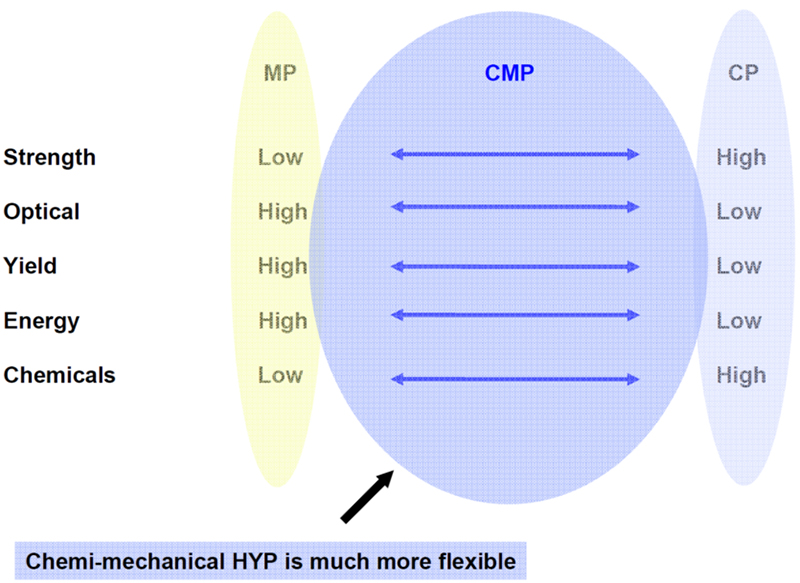
Depending on the applied process technology the fiber properties can be individually adjusted:
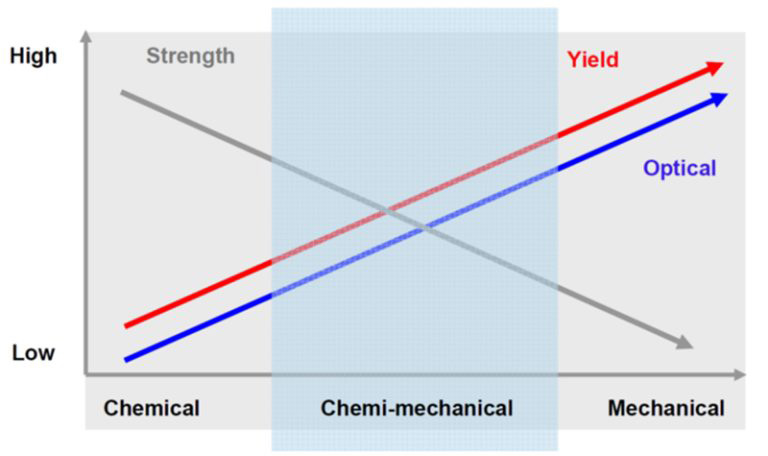
- Depending on the applied process technology the fiber properties can be individually adjusted:
- HWD HYP pulp has higher bulk at a given tensile than CP
- There are synergetic effects between HYP and CP pulps
- The combined pulp has higher bulk, higher optical properties and higher bonding strength.