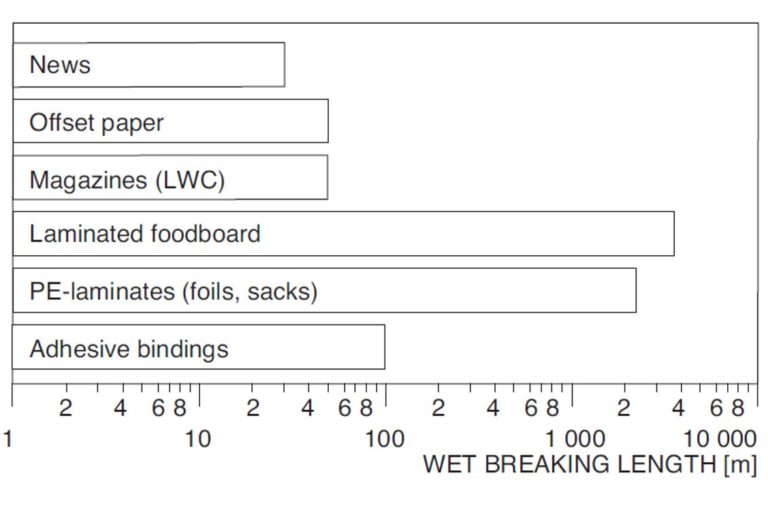
Machines for repulping PfR are named pulpers. The different types of pulpers are operated in different consistency ranges. HC-pulpers with consistencies up to 20 %, MC-pulpers at 8-12 %, LC-Pulpers below 6 % and Drum pulpers at 15-20 %. HC and MC pulpers usually operate in batch mode, i.e., with separate phases for water and recovered paper input, slushing, dilution, dumping, and separate flushing of residues if necessary. This means that only about two-thirds of the total operating time is available for actual pulping. To shorten the total time necessary, all emptying and filling aggregates are dimensioned as generously as possible. This increased outlay is a disadvantage of the HC pulper, but the main advantage is economy of specific pulping energy. To avoid excessive breaking down, the pulper operating forces should be adequate for good disintegration but have the least possible peaks. Figure 1 shows typical wet breaking length values for various recovered paper grades and some common contaminants. The strength values of these substances vary significantly with the wet breaking length of adhesive bindings (stickies) being closest to that of the fibres. Chemicals and elevated temperature reduce the strength of stickies more.
HC and MC pulpers are used for repulping of graphic PfR for the production of newsprint and magazine paper grades. LC pulpers can be found in brown grade stock preparation lines for the production of packaging paper grades like liner and fluting or for repulping of wet strength materials and laminates like liquid packaging board. All these pulper types can handle loose PfR input as well as baled feed materials. For pulping in LC pulpers the wires of bales need to be opened only. They contribute to form a tail which can be continuously removed including other debris material like plastics. HC and MC pulpers are operated in batch mode, LC and Drum pulpers in continuous operation mode.
HC and MC pulpers
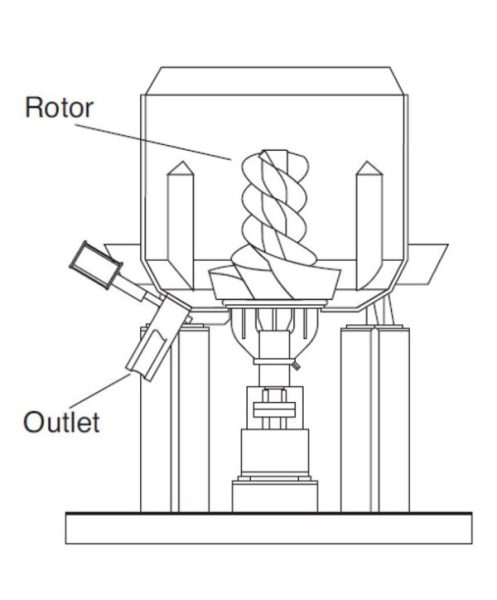
Figure 2 shows a typical HC pulper with a characteristic spiral rotor. Besides repulping, the individual zones of this rotor also have a transport function. The upper part transports the pulp slurry downward, and the bottom part primarily has a recirculation function. HC and MC pulpers can process loose material or bales. Bales are usually dewired automatically. Breaking down of the bales after dewiring facilitates wetting in the pulper to shorten the repulping time. Typical raw materials for these types of pulpers are deinking materials (old newspapers and magazines) or coated grades, although a wet-strength furnish can also be slushed cost-effectively with chemicals at temperatures of about 75 °C or more.
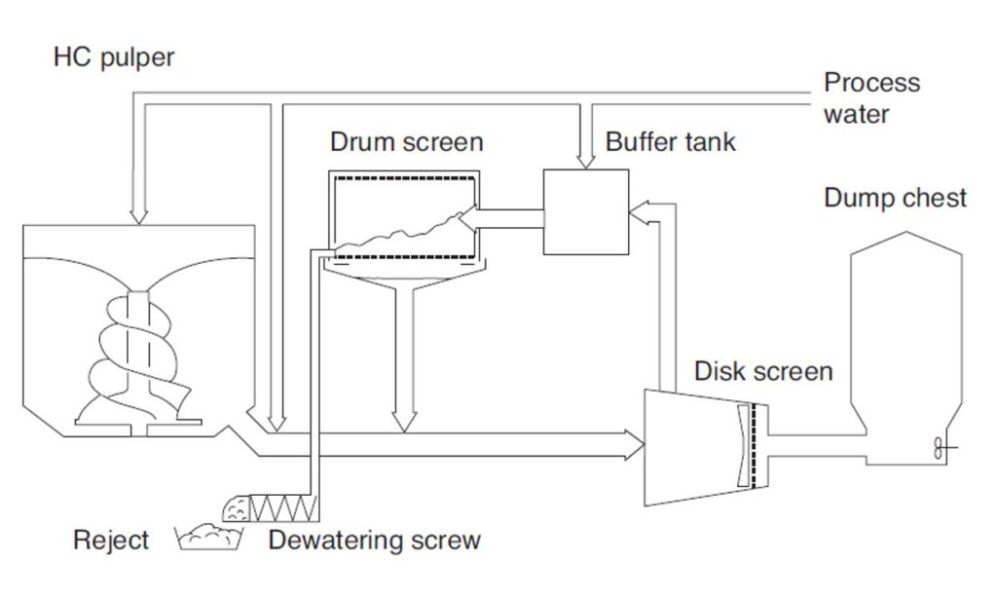
In batch pulpers, the drive torque changes with increasing repulping time, with the highest peaks reaching 200 % of the rated Ioad at the beginning of repulping. As soon as the recovered paper has been pulped to the required residual flake content, dilution water is added and the pulp slurry is pumped out. Depending on the system, dumping may be through a screen plate in the pulper to retain coarse trash that remains in the pulper and which then must be removed in an additional disposal stage. Normal practice is to empty the pulper completely in a single operation. This includes coarse trash separation and further repulping in a downstream machine. Figure 3 shows this kind of dumping system with an HC pulper and a downstream disk screen for coarse screening and further deflaking. The accepts from this machine are stored in the dumping chest, and the rejects are pumped via a buffer storage tank into a drum screen. Rejects from this drum screen are disposed of after dewatering, and the accepts are recirculated to a point upstream of the disk screen.
Case
-
 Taison Tissue Paper Project
Taison Tissue Paper Project
-
 Smooth Shipment of Complete Thermo Mechanical Pulping Equipment for Thailand Precise Molding Project
Smooth Shipment of Complete Thermo Mechanical Pulping Equipment for Thailand Precise Molding Project
-
 Guangxi Xiongfu Paper Project
Guangxi Xiongfu Paper Project
-
 Taison (Guizhou) 160,000 tons tissue paper project
Taison (Guizhou) 160,000 tons tissue paper project
-
 Russia Khargi Packaging Paper Project
Russia Khargi Packaging Paper Project
-
 Guangxi Qingyun Tissue Paper project
Guangxi Qingyun Tissue Paper project
-
 KOA Vietnam 6600/1100 Packaging Paper Upgrade Project
KOA Vietnam 6600/1100 Packaging Paper Upgrade Project
-
 Jiangxi Lulin’s 200,000-ton packaging paper project
Jiangxi Lulin’s 200,000-ton packaging paper project
-
 Successful Delivery of the Refiner Repair Project Between Yunda and Guangzhou Paper Group
Successful Delivery of the Refiner Repair Project Between Yunda and Guangzhou Paper Group
-
 100,000 Tons Per Year Cultural Paper Project in Ethiopia
100,000 Tons Per Year Cultural Paper Project in Ethiopia