Slushing or repulping is the first unit operation in stock preparation. In this first process step the raw material delivered in dry form has to be converted into a pumpable suspension. The main functions of the repulping process are:
- wetting the recovered paper in order to reduce its strength
- disintegrating the paper into single fibres and particles
- detaching printing ink particles from fibres
- separating coarse contaminants
- mixing of additives in some cases
- homogenisation of the pulp.
The main objectives to be achieved in the repulping stage are:
- separating all utilisable fibres into single fibres
- detaching the printing ink from the fibres without re-attaching them
- avoiding disintegration of contaminants in order to keep them in a separable
- size and geometry
- optimising the use of time, energy and additives.
Basics of slushing and repulping
The repulping stage is often a discontinuous process but the output should be a pulp suspension prepared for the subsequent separation processes with a constant pre-determined volume flow and consistency. The repulping process can make use of mechanical, thermal and chemical forces. Since the main effect utilised in repulping is the huge reduction in the strength of paper caused by wetting it, repulping is always a combination of mixing water into the paper or pulp and introducing mechanical, thermal or chemical forces to disintegrate the paper and flakes. The effect of the strength reduction due to the wetting of paper and the consequent release of hydrogen bonds is shown in Table 1, in which the tear strength of a dry Iaboratory handsheet is compared with the strength of the same type of handsheet wetted for only 15 s in water.
Table 1. Tear strength of handsheets made from spruce pulp
| Tear strength in N/m | |
|---|---|
| Dry handsheet | 1 380 |
| Handsheet wetted for 15 s in water | 19 |
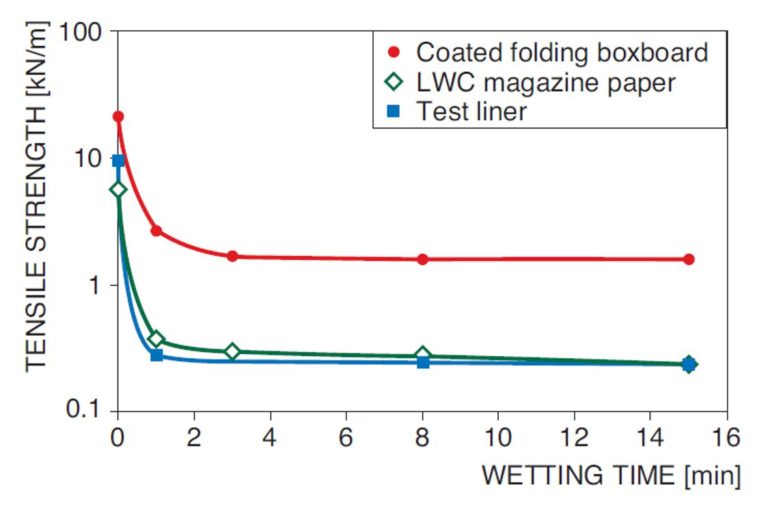
As shown in Figure 1, the strength reduction occurs very rapidly (95 % reduction within one minute for low grammage grades). Rapid and complete wetting of the incoming recovered paper is therefore extremely important for efficient repulping. For grades that are difficult to pulp, the tensile strength may be reduced further by heating to more than 75 °C. lf necessary, chemicals are also added. These are acidic or alkaline depending on the wet-strength agent 2.
The disintegrating forces applied by a suitable method must be greater than the strength of the raw material or the adhesion force of contaminants to the fibres. Pulping forces should not be excessive or contaminants will break excessively. Since the objective of the pulping process can be obtained with different mechanisms, an optimisation for each application is necessary. A longer retention time for improved wetting can, for example, reduce the mechanical forces and energy needed. Higher temperatures and the use of additives like soda for alkaline pH causing fibre swelling can contribute to a reduction in the mechanical energy consumption. Another approach can be to divide the pulping process into a first step of coarse repulping and heavy particle separation. This is followed by fine disintegration in a deflaker of a disk screen, occasionally preceded by a retention chest for better wetting and swelling of the fibres.
ln repulping of recovered paper for graphic paper grades the detachment of ink from the fibres plays an important role, since only ink particles released from the fibres can be separated in subsequent process such as like flotation or washing. According to reference 4 the rate of ink detachment is a first-order process and depends on the rotor geometry and process conditions. Ink can be redeposited on the fibres. This redeposition can be reduced or eliminated by using appropriate chemistry.
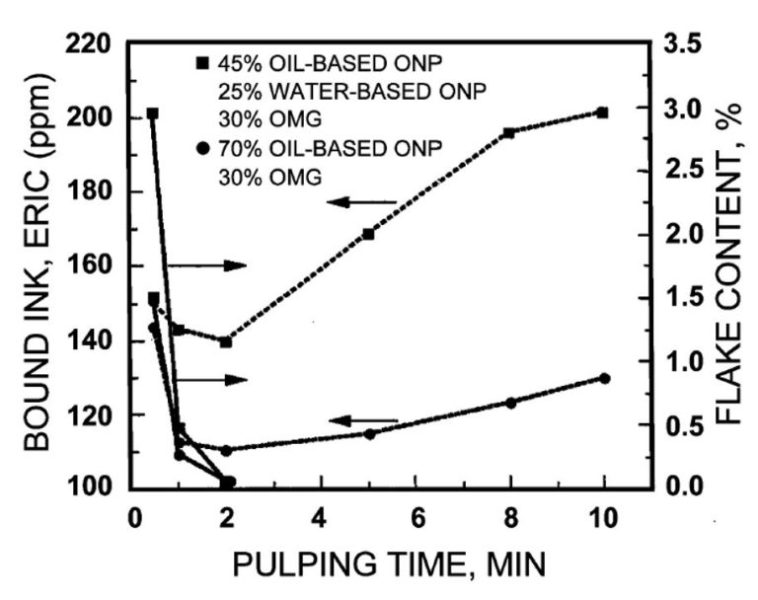
ln Figure 2 the curves for flake reduction and ink detachment are plotted for two recycled-fibre mixtures. The curves show that almost all flakes are disintegrated within a pulping time of about 2 minutes and also the ink detachment characterised by the effective residual ink concentration (ERIC) value reaches a minimum within this time. A Ionger pulping time in these Iaboratory trials was found to Iead to redeposition of ink on the fibres, and, because of this, to an increase in the ERIC value.
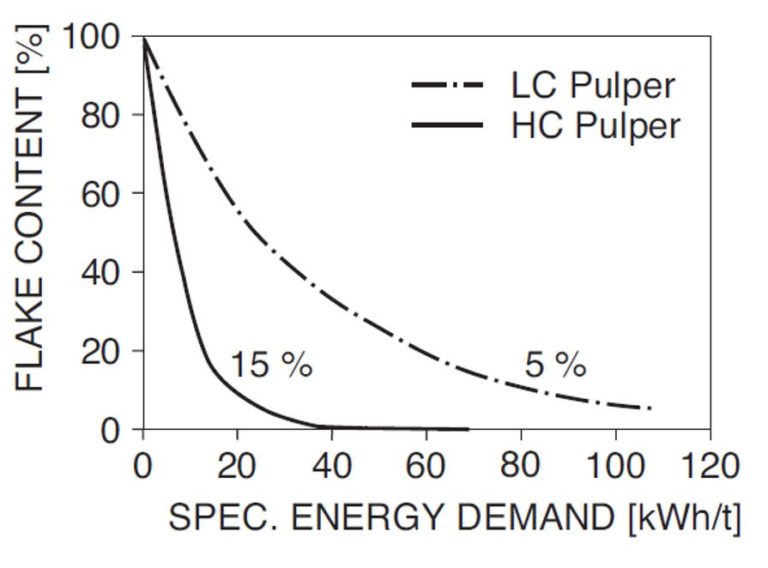
Pulpers operate at high consistencies as HC pulpers (up to about 19 % stock consistency), at medium consistencies as MC pulpers (up to about 12 % stock consistency), and at low consistencies as LC pulpers (up to about 6 % stock consistency), depending on the raw material. HC and MC pulpers generally operate intermittently. LC pulpers usually operate continuously. Pulper impellers vary according to the stock consistency range as does the pulper cleaning system. Repulping curves for various recovered paper grades can be used as a basis or assessing pulper operating characteristics. With batch operation, these indicate the flake content vs. time and energy input. Flakes are small pieces of paper or board not disintegrated into individual fibres. Figure 3 shows two repulping curves with different impellers and different stock consistencies using magazines as raw material. Clearly, the steepest reduction in flake content occurs in an HC pulper in comparison with other types of pulpers for this kind of stock.
Source https://forestbiofacts.com/
Case
-
 Yunda Supplies High-Consistency Refiner S2070 Drive Assembly to JSC, Belarus
Yunda Supplies High-Consistency Refiner S2070 Drive Assembly to JSC, Belarus
-
 Russia Khargi Packaging Paper Project
Russia Khargi Packaging Paper Project
-
 350,000 tpy Linerboard Project in Arkhangelsk, Russia
350,000 tpy Linerboard Project in Arkhangelsk, Russia
-
 KOA Vietnam 6600/1100 Packaging Paper Upgrade Project
KOA Vietnam 6600/1100 Packaging Paper Upgrade Project
-
 Smooth Shipment of Complete Thermo Mechanical Pulping Equipment for Thailand Precise Molding Project
Smooth Shipment of Complete Thermo Mechanical Pulping Equipment for Thailand Precise Molding Project
-
 Taison Tissue Paper Project
Taison Tissue Paper Project
-
 Guangxi Xiongfu Paper Project
Guangxi Xiongfu Paper Project
-
 Taison (Guizhou) 160,000 tons tissue paper project
Taison (Guizhou) 160,000 tons tissue paper project
-
 Guangxi Qingyun Tissue Paper project
Guangxi Qingyun Tissue Paper project
-
 Jiangxi Lulin’s 200,000-ton packaging paper project
Jiangxi Lulin’s 200,000-ton packaging paper project